




Scomber
Mitglied
-
Registriert
-
Letzter Besuch
Alle Beiträge von Scomber
-
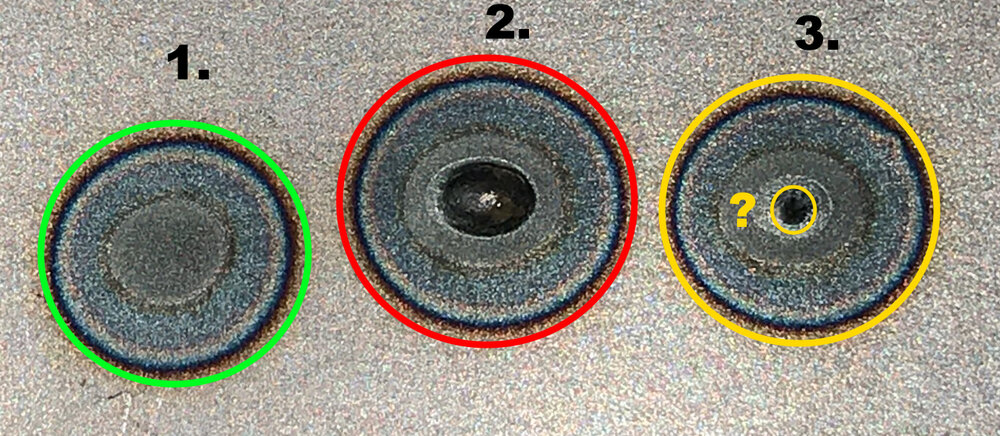
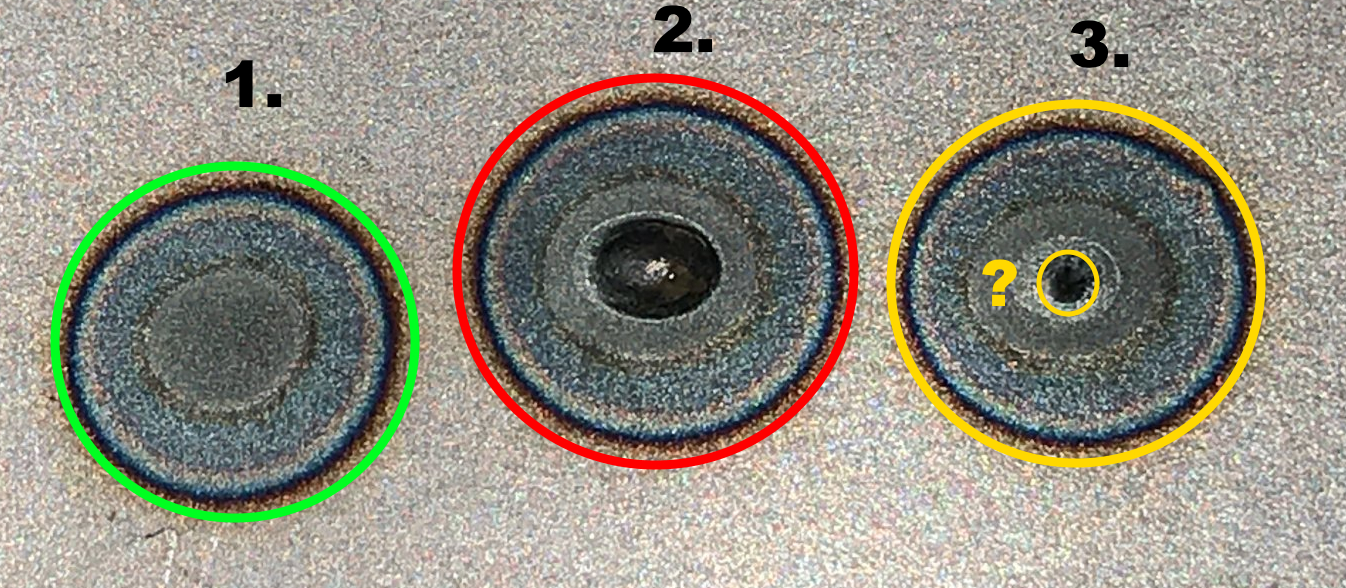
Nahtwurzel 1. ist gut, falls die Anbindung ausreichend ist, d.h. der Punkt nicht nur "kalt" aufgekleckst ist. Du kannst ja mal ein paar Blechstreifen mit je einem Punkt mit diesen Parametern machen, spannst dann ein loses Blechende im Schraubstock ein und biegst/drehst mal am anderen Blechende herum um zu sehen wie gut der Punkt hält. Sollte sich der Punkt dabei von einem der Bleche lösen ist der Einbrand zu gering. Wurzel nr. 2. ist streng genommen zu stark durchgebrannt. Wurzel nr. 3. ist gerade noch okay, vorausgesetzt die dunklen Linien im kleinen gelben Kreis sind keine Risse. Das wäre ein K.O.-Kriterium und passiert bei Durchbränden dieser Größenordnung nicht selten. ...soweit zur mehr oder weniger normgerechten Beurteilung. Für den Hobbygebrauch und wenn keine Menschenleben dran hängen sind bei 0,8mm Blechstärke alle drei Punkte völlig okay...
-
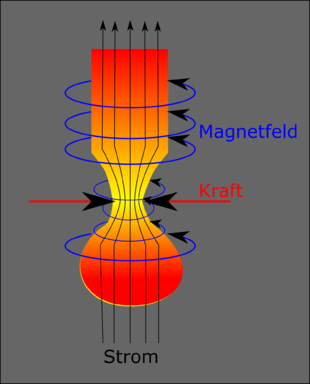
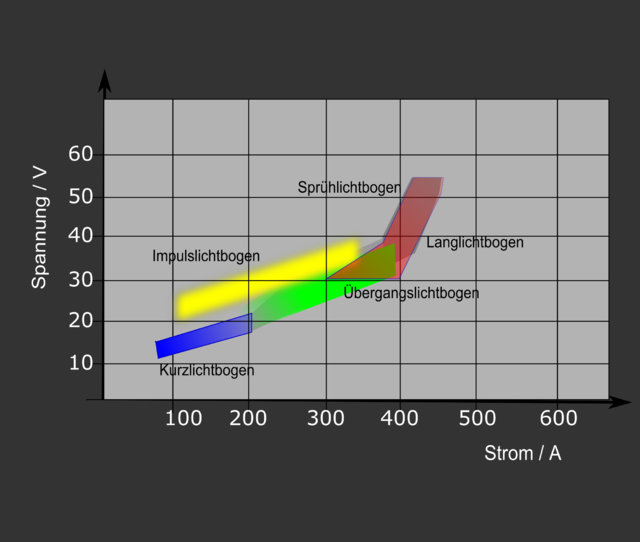
Den Abstand (des Brenners) zu vergrößern ändert nichts am Drahtabstand, denn der wird ja kontinuierlich nachgefördert. Wenn der Drahtvorschub verringert wird (und zwar unabhängig von der Stromstärke, was bei den meisten einfachen Stromquellen garnicht möglich ist) würde sich an der Drahtspitze ein sehr großer Tropfen sammeln da die Stromstärke in den Bereichen nicht groß genug ist damit dieser durch elektromagnetische Kräfte (sog. "Pinch-Effekt") abgelöst wird. Dann macht dieser große Tropfen früher oder später einen Kurzschluss mit dem Grundwerkstoff. Das Ergebnis sind viele Spritzer, unregelmäßiges Nahtbild, und noch stärkere Schwankungen im zeitlichen Strom/Spannugsverlauf (kurz: alles was man nicht möchte)... Dem kann man dann nur entgegenwirken indem man den Strom konstant höher ansetzt (was man wegen der Wärmeeinbringung auch nicht möchte, denn dann landet man bei spürbar über 100A), oder eben wenn man den Strom rhythmisch und kurz stoßartig erhöht. ...wo wir beim Impulsschweissen wären. Pinch-Effekt: Lichtbogenarten beim MSG-Schweißen (MSG = Metall Schutzgas, Oberbegriff von MIG und MAG) MIG-Löten spielt sich wie gesagt im unteren (meist zweistelligen) Stromstärke-Bereich ab:
-
Das MIG-Löten spielt sich bei recht geringen Stromstärken ab. Günstige und einfache Schweißstromquellen arbeiten in dem Bereich nicht unbedingt stabil. Die Stromstärke die vermeintlich eingestellt wird fließt nicht konstant und dauerhaft, denn in diesen Bereichen ist der Strom zu gering um den Zusatzwerkstoff dauerhaft abzuschmelzen. Stattdessen setzt der Draht immer wieder kurz auf und verursacht für Sekundenbruchteile einen Kurzschluss. Dabei steigt der Strom kurzzeitig rapide an und schmilzt den Schweißdraht ab. ...in Zeitlupe sieht das dann so aus: Einfache Stromquellen stoßen beim Konstanthalten des Stromes (oder genauer beim periodischen Zünden mit immer wieder möglichst gleicher Stromstärke) schneller an ihre Grenzen. Als Folge läuft dieser Prozess nicht so periodisch stabil wie in dem obigen Video sondern mal stärker mal schwächer. Dadurch entstehen Schweißspritzer, und ungleichmäßige Wärmeeinbringung. Diesem Generellen Problem (sowohl beim Schweißen als auch beim Löten) kann man mit dem Impulslichtbogen entgegenwirken. Dabei wechseln zwei verschieden eingestellte Stromstärken periodisch mehrmals pro Sekunde hin und her, wird aber nie vom Kurzschluss unterbrochen. Der Draht wird tropfenweise abgelöst: Das macht das Löten oder Schweißen in diesem Stromstärkenbereich stabiler und besser kontrollierbar. ...und das ist beim MIG-Löten eher ein "must-have" als ein "nice-to-have". ...auch wenn mir eine Innere Stimme sagt, dass gleich hier jemand was anderes behauptet... P.S.: Im Kurzlichbogen (erstes Video) wirken sich auch unsauber laufende Drahtfördereinheiten (also wenn der Draht nicht konstant mit gleichmäßiger Geschwindigkeit nachgeschoben wird) stärker aus.
-
Theoretisch ja, da das Grundmaterial geringer durch Verfahrenswärme beeinflusst wird, ABER...: Die Parametrierung ist nicht trivial Du benötigst eine pulsfähige Schweißstromquelle Es funktioniert mit Reinargon, besser sind jedoch (abhängig vom Lot) mit Argon-Helium Mischgasen (nicht ganz günstig). ...also einfach "Draht tauschen und los" ist nicht der Fall. Mit Autogen musst Du wieder einen relativ großen Grundwerkstoff-Bereich erwärmen und mit (u.U. korrosiven) Flussmitteln arbeiten, die vielleicht irgendwo hinlaufen wo Du's nicht mehr gereinigt bekommst. Mit WIG ist das vielleicht noch am ehesten möglich, insbesondere da du optisch eine bessere Kontrolle hast das der Grundwerkstoff nicht aufgeschmolzen wird. ...ob das die einfachere Alternative zum Schweißen ist, bin ich persönlich unsicher.
-
Du hast von "Schweiß-Lot" und "Moderner Schweiß-Technik" gesprochen. Das kommt auf das Gerät und auf die eingestellten Parameter an: Wird der Grundwerkstoff aufgeschmolzen --> Schweißen. Wird der Grundwerkstoff nicht aufgeschmolzen --> Löten. ... und wird Stahlblech als Grundwerkstoff aufgeschmolzen und mit "CuSi"Draht "geschweißt" --> fahrlässiges Pfuschen! Nein, du lötest. ...hoffentlich!... sonst siehe oben. Richtig. siehe oben und #55.
-
Hierzu noch mal einzeln: Richtig, insbesondere bei neueren Fahrzeugen wird MIG-/WIG-Löten als Fügeverfahren bei Reparaturen empfohlen oder vorgeschrieben. Grund hierfür sind die seit rund 15 Jahren immer verbreiteter verwendeten Feinkornstähle im Chassisbau. Dessen Gefügestruktur entsteht durch aufwändige Wärmebehandlungen bei der Fertigung (u.a. Thermomechanisches Walzen). Daher können beim Schweißen meist keine Vor-/Nachwärmprozesse eingesetzt werden, da dadurch die Festigkeit zu stark beeinflusst wird. Ohne diese entstehen durch die zu große Abkühlgeschwindigkeit beim Schwißen allerdings Risse in der Wärmeeinflusszone. Das geht soweit, dass bei der Konstruktion der Neufahrzeuge mit eingerechet wird, das ab Werk einige Schweißpunkte (Widerstandspunktschweißen) gerissen sind (im Rahmen von 10% bis 15% der Punkte). Kurz: Die heute im Chassisbau verwendeten Stahlsorten sind (per definition) eigentlich nicht schweißbar. ...weswegen auch immer mehr geklebt und geclincht und sonstwie gefügt wird... Beim MIG-Löten ist der Wärmeeinfluss noch im vertretbaren Rahmen.
-
[mention=282]der41kater[/mention]: ...Ähh... NEIN! Der Unterschied zwischen Löten und Schweißen ist eindeutig, und hängt NICHT vom Zusatzwerkstoff ab: Beides beschreibt das unlösbare, stoffschlüssige Fügen von Werkstoffen. Beim Schweißen wird hierbei die Liquidustemperatur des Grundwerkstoffes überschritten*, beim Löten wird diese nicht erreicht. Das, und nur das, macht den Unterschied aus, (und dieser ist metallurgisch von großer Relevanz)! Der angesprochene "CuSi" Draht, den man tatsächlich sowohl als Schweißzusatz** als auch als Lot einsetzen kann, ist eine Kupferbasis-Legierung mit den Legierungselementen Silizium (das "Si" in "CuSi"), und ferner Zinn, Zink und Eisen. Da nicht Zink sondern Silizium das Haupt-Legierungselement ist (Anteil Silizium ≈ 3%, Anteil Zink ≈ 0,1%) zählt diese Legierung zu den Bronzen und nicht zu Messing. Nochmal: Es gibt keinen (handelsüblichen) Schweißzusatz aus Messing! ...Sonderanfertigungen für irgendwelche Labor-Anwendungen lassen wir jetzt mal außen vor. Was der Onkel in dem Video zeigt (und nach Gutdünken mal "Löten" und mal "Schweißen" nennt) ist MIG-Löten. Der Grundwerkstoff (also hier die Karosseriebleche) werden hierbei nicht aufgeschmolzen. ...und wenn wir schon dabei sind. Zur Abkürzungsfibel: MIG = Metall Inert Gas MAG = Metall Aktiv Gas WIG = Wolfram Inert Gas Bedeutung: Der erste Buchstabe bzw. das erste Wort bezeichnet den Werkstoff der Lichtbogen-Elektrode. Bei WIG ist dies immer eine Wolfram-Legierung, die selbst beim Schweißprozess nicht abschmilzt. Bei MIG & MAG ist die Lichtbogenelektrode zeitgleich der Zusatzwerkstoff, und kann daher variieren (verschiedene Stahllegierungen, Aluminium, Nickelbasis, Kupferbasis, etc.,etc. etc...) Daher der allgemeine Oberbegriff "Metall". Der zweite und dritte Buchstabe bezieht sich auf die chemische Eigenschaft des Schutzgases: Nimmt sie beim Schweißen keinen Einfluss auf die metallurgischen Eigenschaften des Schweißgutes ist von "inertem Gas" die Rede. In erster Linie sind dies die Edelgase Argon und Helium, bzw. deren Gemische. Wenn das Schutzgas gewollt*** einen oxidierenden (O2, CO2), oder reduzierenden (H2) Anteil enthält, ist von "aktivem Gas" die Rede (vgl. DIN EN ISO 14175). Autogen ...ist garkeine Abkürzung. Autogen, also "selbsttätig", werden die Schweißverfahren genannt bei denen keine zusätzlichen Maßnahmen zur Verhinderung der Oxidation des Werkstoffes (z.B.: Schutzgas, Pulver, Schlacke, Vakuum, ...) getroffen werden müssen. Da der Sauerstoff aus der Umgebungsluft, welcher das Schweißgut beeinflussen könnte für die Verbrennung des Acetylen in der Brennerflamme verwendet wird (nur der nötige "Rest"-Sauerstoff wird zusätzlich "aus der Flasche" beigefügt). Nachdem das Sauerstoff/Acetylen-Verhältis richtig eingestellt wurde läuft dieser Prozess selbsttätig, also autogen. *einzige Ausnahme: Reibschweißprozesse. Hierbei wird die Liquidustemperatur so gerade eben nicht erreicht. ...spielt hier aber keine Geige. ** In erster Linie beim Kupfer-Schweißen. Bei Stahl nur für Auftragschweißungen (also für "Beschichtungen"), seltener bei Guss-Reparaturen. ***gewollt: Bei inerten Gasen werden Anteile von H2 oder O2 im als Verunreinigung tolerierten Nachkommastellen-Bereich nicht als "aktiv" gezählt.
-
Tja, da gibt's unterschiedliche Ansichten. Ich finde es gut und im nachhinein einfacher, wenn man von Anfang an per Pedal schweißt. Es wirkt zwar augenscheinlich etwas schwieriger weil man neben beiden Händen auch einen Fuß koordinieren muss, aber letztlich entfällt die Taster-Bedienung mit einer Hand und am Ende ist man flexibler weil man von den starr programierten Stromverläufen unabhängig ist. Wenn man's per Taster lernt und sich später auf Pedal umgewöhnen möchte ist der "Umschulungsprozess" in meinen Augen etwas schwieriger. ...aber das hängt alles stark von persönlichen Präferenzen ab. Es gibt auch einige Schweißer die sehr gut per Brennertaster schweißen können. Per pedal ist nicht pauschal besser (auch wenn viele Schweißer die ich kenne und auch ich persönlich das so empfinde).
-
Keine Sorge, das gehört auch nach vielen Jahren noch zum Alltag. ...passiert zwar mit der Zeit seltener, aber passiert! Du hast dann ein Pedal mit einem gewissen Regelweg (wie's Gaspedal im Auto). Die eingestellte Stromstärke am Gerät ist dann die Stromstärke bei "Vollgas". Alles von null bis Vollgas regelst Du per Pedal stufenlos (bei sehr billigen Geräten etwas gestuft). Dadurch werden die ganzen Upslope/Downslope und niederfrequenten Pulsfunktionen unnötig. Du steuerst den Strom so wie DU ihn brauchst, und musst dich nicht nach den Geräteprogrammierungen richten. Ich nutze dabei Brenner ganz ohne Taster, denn der ist eh' nicht mehr angeschlossen. Diese Brenner sind wiederum deutlich handlicher, insbesondere in Zwangslagen. Das ist auch besonders bei längeren Nähten im Dünnblechberich interessant oder wenn sich im Nahtverlauf Geometrien ändern, wo man sonst absetzen und den Schweißstrom anpassen muss, schweißt man jetzt einfach weiter und regelt den Strom "live".
-
Oh Schreck! Das erklärt den Begriff. Das sind allerdings Abstände, die man eigentlich tunlichst vermeiden sollte. WIG spielt sich eigentlich im Abstandsbereich 1-3mm ab... Tja... das ist die Frage was Du machen möchtest, und was Du als bezahlbar definierst. Folgendes lässt sich übergreifend festhalten: Die China-Geräte sind inzwischen viel besser als ihr Ruf. Reine Gleichspannungs-Inverter (DC) sind, egal welcher Hersteller, spürbar günstiger als Gleich-&Wechselspannungs-Geräte (AC/DC). Mit DC schweißt man alle (üblichen) Metalle ausser Aluminium & Magnesium. Für diese beiden ist Wechselspannung notwendig. Brauchbare DC - Geräte für den Gelegenheitseinsatz sind schon ab ca. 300,- erhältlich. Für den Wandstärkenbereich bis ca. 5mm reichen da die Geräte bis 160-180 Ampere völlig aus. Wenn's Aluminium-fähig sein soll (also ein AC/DC-Gerät) darf's auch etwas mehr Strom sein (200-230A für bis zu 4-5mm Wandstärke). Die hohe Wärmeleitfähigkeit von Alu macht höhere Stromstärken nötig. --- NACHTRAG: WIG-AC nicht mit WIG-Puls verwechseln! Viele (vergleichsweise günstigere WIG-DC Geräte können pulsen, was einem alleine für Alu nicht hilft!). Es gibt sogenannte "WIG-fähige" E-Hand Schweißgeräte. ...für WIG bitte einfach vergessen! Grundsätzlich kann jedes WIG-Gerät Elektrodenschweißen und andersrum, da die Trafo-Kennlinien fast gleich sind. Ein E-Hand Gerät bietet aber nicht die Parametereinstellung die WIG sinnvoll möglich machen. Daher ist die beschriebene WIG-fähigkeit sehr oft nur theoretisch. ...Fast alle (soweit ich sie kenne, wirklich alle) WIG-Geräte sind aber sehr gut als E-Hand-Schweißgeräte nutzbar. Beruflich bin ich in der glücklichen Lage seit über dreizehn Jahren nur mit High-End WIG-Geräten zu arbeiten (Preislage ca. 5.000,-€ bis 12.000,-€ ...und da ist noch lange nicht Schluss). Privat habe ich mir ein China-Gerät für unter 1.000,- geholt (der "Hersteller" hat den klingenden Namen "LCD Vision"), und sieht man mal davon ab, dass ich's privat halt nicht acht Stunden am Stück sieben Tage die Woche unter Feuer halte, wüsste ich nichts, was ich mit den High-End geräten machen könnte was mein Fernost-Gerät nicht könnte. Ein ehemaliger Arbeitkollege hat sich ein "Stahlwerk"-Gerät gekauft und ist ebenfalls (im Gelegenheitseinsatz) zufrieden. ...kann ich aber nur aus eben jenem Hörensagen was zu sagen. Wenn man ein Gerät für gefühlten, oder wirklichen gewerblichen Einsatz sucht sollte man einen Blick auf "Teamwelder" werfen. ...grauenhafter Name, ist aber nichts anderes als auslaufende Serien der Firma "EWM", was wiederum ein High-End-Hersteller ist. ...persönlich kann ich (herstellerunabhängig) auch nur die Stromsteuerung per Pedal empfehlen. Die Möglichkeit bietet nicht jedes Gerät, ist aber inzwischen preisklassenübregreifend möglich. ...wirkt auf Anhieb komplizierter, ist es aber nur anfangs. Wenn man sich einmal dran gewöhnt hat macht es sehr vieles viel einfacher. ...ist aber auch wieder geschmackssache... Bei Fragen, fragen! Auch im professionellen Bereich ist für 98% der Einsätze Argon 4.6 völlig ausreichend! Bitte professionell wirkende Broschüren oder Verkäufer, die für bestimmte Legierungen 4.8 oder 5.0 anpreisen bitte einfach ignorieren! --- NACHTRAG: Argon 4.6 --> Reinheit = 99,996% Argon 4.8 --> Reinheit = 99,998% Argon 5.0 --> Reinheit > 99,999% (Literpreis ca. 8 bis 10 mal so hoch wie bei 4.6) Für Alu ist Wechelspannung notwendig. Umpolen hat damit nichts zu tun, und wäre auch mit jedem noch so billigen Gerät möglich (jaja... ist wieder kleinkariert. ...und bitte kommt mir jetzt niemand mit Alu-Gleichstromschweißen. Ja, das gibt's, spielt aber im nicht-industriellen Bereich keine Mandoline!). Im Gegentum: Vor dem besagten LCD-Vision hatte ich jahrelang ein sehr handlichen GYS-DC Inverter, der hervorragend funktioniert habe. Der wurde nur wegen mangelndem Pedalanschluss und fehlernder AC-Funktion ausrangiert, und ein gleichwertiges GYS-Gerät war damals teurer. Zu den "Sorglos"-Geräten hab' ich ein etwas gespaltenes Verhältnis. Ich finde die vorprogrammierten Einstellungen sind nie wirklich passend und den Aufpreis für diese Funktionalitäten dafür dann deutlich zu hoch. ...aber ich betrachte das auch aus einem anderen Blickwinkel.
-
Stimmt ja auch. Es hilft darüber hinaus die Naht (natürlich nur im Einflussbereich der Brennerdüse) vor Oxidation zu schützen. Das ist beispielsweise bei Un-/Niedriglegierten Stählen hilfreich, bei hochlegierten Stählen wichtig, bei Titan essenziell notwendig, und bei Alu nahezu irrelevant... ...nur was die rein thermische Gefügebildung angeht spielt es halt (in allen Fällen) eine unbedeutende Rolle.
-
Sorry, ich muss nochmal klugscheißend eingrätschen (jaaaa... kleinkariertes:alberteinstein:...ich weiß, aber's hilft nix!) so pauschal stimmt das nicht. Zum einen gibt's noch einige manuelle (und noch viel mehr teil- und vollautomatische) Schweißverfahren mit konzentrierterer Wärmeeinbringung, aber selbst bei der simplen Gegenüberstellung von MAG & WIG passt das nur bedingt. Das ist zu sehr von der Geometrie, den eingestellten Parametern und der Brennerführung abhängig. Für die Wärmeeinbringung ist in erster Linie die Streckenenergie maßgeblich, und da spielt das Verfahren eine Rolle von vielen. Was Du mit 'Lift'-Technik beschreibst ist der sogenannte "downslope" welche dem Schweißer bei richtiger Brennerführung eine Verhinderung eines Endkraters ermöglicht. Das erhöht die Belastbarkeit des Nahtendes, allerdings lediglich durch die verringerte Kerbwirkung (durch das Verhindern des Kraters). Mit kontrollierter Abkühlung hat das genausowenig zu tun, wie die einstellbare Gas-Nachströmzeit. Letztere schützt die Wolframelektrode und das zuletzt geschweißte Nahtstück vor übermäßiger Oxidation. Von "kontrollierter Abkühlung" der Naht und der Wärmeeinflusszone kann aber keine Rede sein. Bei un- und niedriglegierten Stählen ist dies eigentlich eher ein notwendig in Kauf genommenes Übel, da es die Abkühlung tendentiell ungewollt beschleunigt, was allerdings gegenüber der sonst auftretenden Oxidation das geringere Übel ist. ...da reden wir jetzt allerdings über Werte die nur in Laborberichten relevant sind. ...dennoch: Kontrollierte Abkühlung ist hier nicht der Punkt. Als 'Lift'-Technik kenne ich bestenfalls die "LiftArc"-Kennlinie zum einfachen Kontaktzünden des Lichtbogens. Bei allen größeren Herstellern (Lorch, EWM, Rehm, ESS, Fronius, Lincoln,...) wird die zeitabhängige Anhebung und Absenkung des Schweißstroms "Up-" und "Downslope" genannt. "Schweiß-Lot" gibt es nicht. Es gibt "Lot" zum Löten, und "Schweiszusatzwerkstoff" / "Schweißzusatz" / "Schweißdraht" zum Schweißen. ...und davon gibt es viele hunderte verschiedene. ...und KEIN Schweißzusatz ist messigfarben!! ...es gibt MessingLOT, aber damit wird bestimmt nicht geschweißt!!! Schweißzusätze für un- und niedriglegierte Stähle (sowohl bei WIG- als auch bei MIG/MAG-Zusätzen) sind KUPFERfarben, da die Stahlstäbe (oder -drähte) zum Korrosionsschutz mit einer sehr dünnen Kupferschicht belegt sind. Diese Schicht verdampft beim Schweißen größtenteils und nur ein verschmerzbar geringer Teil geht im Schweißgut auf. Eine zu dicke Beschichtung kann unter Umständen zu Festigkeitsproblemen in der Naht führen (die aber in Form von Heißrissen meist recht deutlich zu Tage treten). Stimmt pauschal auch nicht. Es gibt sowohl hunderte WIG-Zusatzwerkstoffe, und nahezu genau so viele MAG-Schweißzusätze und alle haben ihre jeweiligen Eigenschaften, Vor-/Nachteile, Einsatzgebiete, und notwendige Parameter. Dass eine MIG/MAG-Naht grundsätzlich "granatenhart" ist stimmt weder absolut, noch relativ zu WIG-Nähten. ...ist einfach zu pauschal. ...und auch wenn's jetzt so aussieht als wolle ich die Ehre des MIG/MAG Vefahrens retten: Ich halte WIG definitiv für das vielseitigere und um Längen elegantere Verfahren in jeder Lebenslage (solange großindustrielle Wirtschaftlichkeit nicht im Vordergrund steht). ...Der/Die/Das Avatar hab' ich nicht ohne Grund!
-
https://de.wikipedia.org/wiki/Treibhausgas Die Frage ist welche Stromquellen man mit seinem Tarif bezahlt! "Sauberer Atomstrom" . ...weil, wie jedes Kind weiß, die Brennstäbe ja am Brennstabbaum wachsen und am Schluss auf jeden Komposthaufen gepackt werden können... [mention=8]turboflar[/mention]: & [mention=2841]Onkel Kopp[/mention] Danke!
-
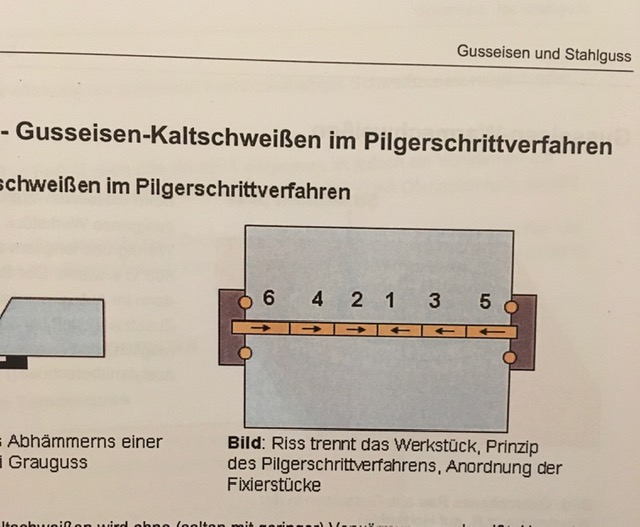
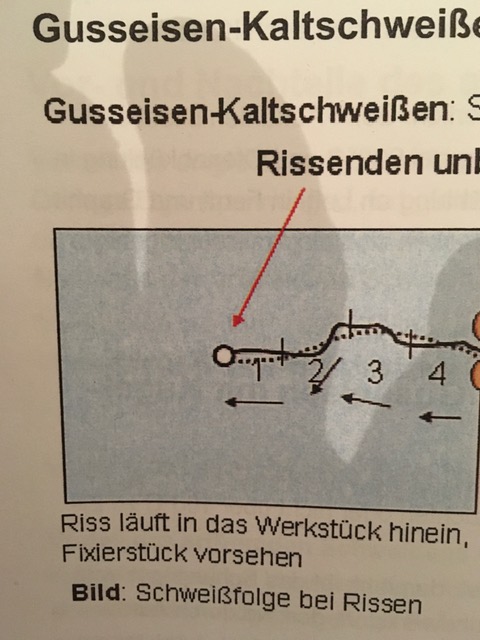
Zur Begrifflichkeit "Pilgerschritt": Die zitierte Beschreibung ist nichts weiter als eine "unterbrochene Naht" (vgl. "versetzt unterbrochene Naht" in DIN EN ISO 2553, Nr13). Charakteristisch für den "Pilgerschritt" beim Schweißen ist eine der Nahtfolge entgegengesetzte Schweißrichtung. Die einzelnen Nahtsegmente bilden dabei abschließend für gewöhnlich eine durchgehende Naht. Dies wird in erster Linie bei Guss-Reparaturschweißungen angewendet: Auch bei unterbrochenen Nähten kann es vereinzelt sinnvoll sein, dass die Schweißrichtung der Schweißfolge entgegenläuft, was aber im eigentlichen Sinne nichts mit einer Pilgerschrittnaht oder "Schweißen im Pilgerschritt" zu tun hat. Bildquelle: Schulungsunterlagen SFM/SFI HG1/2 Handwerkskammer Südwestfalen ...daran, dass der Begriff, insbesondere im KFZ-Bereich mindestens ebenso hartnäckig fälschlich eingebürgert hat wie "Edelstahl" wird auch dieser Beitrag nichts ändern, aber 'n Versuch war's wert...
-
...siehe Fußnote (das ist das Kleingedruckte nach dem Sternchen) in #280 ...zum Beispiel, dass der Film aus aktuellem Anlass heute nicht läuft? und ich vermute (!), dass ein kleiner, aber doch nicht unerheblicher Teil der Rundfunkgebühren für Personalkosten ver(sch)wendet werden (müssen), welche in Zuschauerredaktionen angesiedelt sind, wo eben solche "Verbesserungsvorschläge" ausnahmslos täglich tausendfach eingehen wenn wieder irgendjemand meint die Programmstruktur besser gestalten zu können, als jene die dies täglich beruflich tun, und zwar nach Maßgaben, welche der einzelne Zuschauer zu Hause auf'm Sofa eventuell nicht auf'm Schirm hat... ...aber wie gesagt: dies ist reine Spekulation meinerseits....
-
...verrückte Welt!
-
Jepp, ich zum Beispiel! ...an dieser Stelle übrigens danke an ARD & ZDF für die gute Berichterstattung! Weil sich der Übertragungsumfang auf Spiele der deutschen Mannschaft beschränkte und es in der Natur der Sache liegt, dass man vor Beginn des Turniers nicht weiß welche Spiele das sein werden (von der Vorrunde abgesehen, aber diese Spiele standen auch korrekt vermerkt in deiner Hörzu*). Des Weiteren, siehe #274. * bei Bedarf zu ersetzen durch jedwede andere, als Druckerzeugnis erscheinende Programzeitschrift.
-
https://www.der-postillon.com/2020/01/afdac.html
-
Auf der Homepage von Aral heißt es: "Die Additive werden als zusammengesetzte Additivpakete dem Grundkraftstoff bei der Tankwagenbeladung in der Raffinerie bzw. im Tanklager zugegeben und lassen so einen Diesel-Grundkraftstoff zum Aral Diesel werden." (https://www.aral.de/de/global/forschung/kraftstoffe/dieselkraftstoffe/additive.html) Dass sich diese Marken-Additivpakete im Alltag bemerkbar machen (durch z.B. Spritersparnis oder Leistungssteigerung) ist offensichtlich nicht objektiv nachweisbar. Das gilt sowohl für die "normalen" Spritsorten, als auch für die vermeintlichen High-End-Premium-Kraftstoffe: https://blog.adac/happy-birthday-tankstelle/ https://www.adac.de/verkehr/tanken-kraftstoff-antrieb/benzin-und-diesel/premiumkraftstoffe/ https://www.derwesten.de/auto/ist-markenbenzin-besser-als-billiges-benzin-id3843733.html https://www.augsburger-allgemeine.de/wirtschaft/Sprit-vom-Supermarkt-genauso-gut-wie-der-von-der-Marken-Tankstelle-id19000641.html
-
hmm... also ich finde bevor man sich auf Getriebe/Hauptlager etc. festlegt sollte man vielleicht erstmal das "ungewöhnlich laute Geräusch" näher definieren. ...nur damit wir auch wirklich von einem eher "surrenden" oder "singenden" Lagergeräusch reden, und nicht etwa vom rhytmischen "Klopfen" eines sterbenden Tripodengelenkes. ...das hört man erfahrungsgemäß auch zuerst im beschriebenen Last- und Geschwindigkeitsbereich. und wenn's doch eher ein "surren" ist: Hört man es wirklich NUR unter Last? Falls da ein wenig Unsicherheit bestehen sollte, würde ich als erstes man die Räder tauschen nur um Reifengeräusche zu 100% ausschließen zu können. ...auch wenn's vermeintlich aus dem Motorraum kommt. Es wäre nicht das erste mal, dass Geräusche die eigentlich auf Getriebe/Radlager/sonstwas geschoben wurden damit kuriert wurden. ...aber vielleicht ist obiges schon passiert, oder das "Geräusch" ist eindeutiger? Ich möchte nur den Interpretationsspielraum etwas eingrenzen.
-
Das die Mindestquote für Biosprit zum Jahreswechsel von 4% auf 6% gestiegen ist mag Auswirkungen auf die Marktpreise haben, das hat aber nichts mit einer direkten "Ökoabgabe" zu tun! ...und erst recht nichts mit der noch anstehenden CO2-Bepreisung, an die vielleicht einige bei dem Wort "Ökoabgabe" gedacht haben. ...daher mein Einwand....erst nächstes Jahr....und wieder Q.E.D.


Wichtige Informationen
Wir haben Cookies auf deinem Gerät gespeichert, um diese Website zu verbessern. Du kannst deine Cookie-Einstellungen anpassen, andernfalls gehen wir davon aus, dass du mit der Verwendung von Cookies einverstanden bist.