




Scomber
Mitglied
-
Registriert
-
Letzter Besuch
Alle Beiträge von Scomber
-
Nein tust du nicht! Es geht nicht alleine um DICH, deine EINE Baustelle und deinen EINEN Kieshändler! ...sorry, aber wie hoch kann ein Tellerrand eigentlich sein? Jeder Einzelne ist Teil des Ganzen, und nicht "Ich und die Anderen"! siehe #1940 . ...und man verucht dies ja derzeit noch indem man an Vernunft und Freiwilligkeit appelliert. ...funktioniert offensichtlich nicht, und daher kommen gerade die ersten Ausganssperren. P.S.: Ach ja...: Singlehaushalt ohne Kinder, ab sofort in Kurzarbeit, Kontakte zu Freunden nur noch über Telefon/Internet, Frisörtermin abgesagt (obwohl es noch möglich wäre), Musikunterricht abgesagt (...und dennoch schonmal im Voraus für die nächsten 10 Stunden bezahlt, da selbstständige Künstler gerade ernsthafte ökonomische Probleme haben!). Internetbestellungen funktionieren dank Abstellgenehmigung (...noch). ...natürlich schränkt das ein, aber das ist nunmal die Lage. Es geht gerade um wichtigeres als ordinäre persönliche Befindlichkeiten!
-
...äh... dir ist schon bewusst, dass gerade eine gewisse Ausnahmesituation vorliegt und zur Bewahrung von Menschenleben derzeit die gesamte Wirtschaft massiv herunter gefahren wird, ja? Solange dein "Projekt" keine Lungenklinik, Medizinlabor, o.ä. ist, hat es wohl gerade eher sekundäre Priorität! ...unfassbar...
-
1. Der Handwerker verdient damit seinen Lebensunterhalt. Wenn Du "etwas im Gerten [sic] erledigen willst" klingt das nach Freizeitgestaltung. Richtig oder falsch? 2. Der Handwerker hat vielleicht noch mehrere andere Aufträge (Im Tiefbau, in jetzt hoffentlich eher leeren Parks und Grünanlagen, etc.) und kommt dann insgesamt mit weniger Leuten in Kontakt, als wenn... 3. ...statt 10 Handwerkern, nur 6 Handwerker und 100 Privatleute beim Kieshändler stehen. ...eine kleine Hoffnung in der Richtung hatte ich. ...Man muss sich natürlich auch mit den Quellen beschäftigen (d.h. Texte lesen und Videos anschauen). Lobenswert!
-
Dadurch wird die Zahl der Personenkontakte reduziert und auf diejenigen beschränkt, welche die Materialien nicht zur Freizeitgestaltung sondern zum Lebensunterhalt benötigen. ...eigentlich ganz einfach, oder? ...ein hilfreiches Video für Leute die noch nicht verstanden haben worum es gerade geht:
-
...Darf's noch was sein?https://www.der-postillon.com/2020/03/applaus-lob.html
-
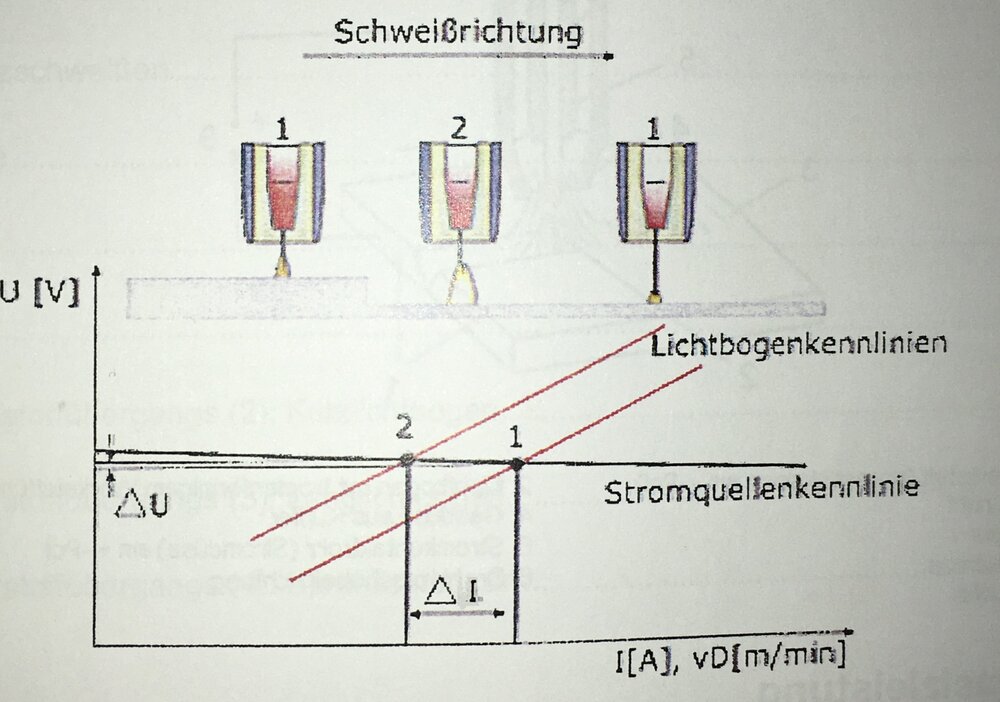
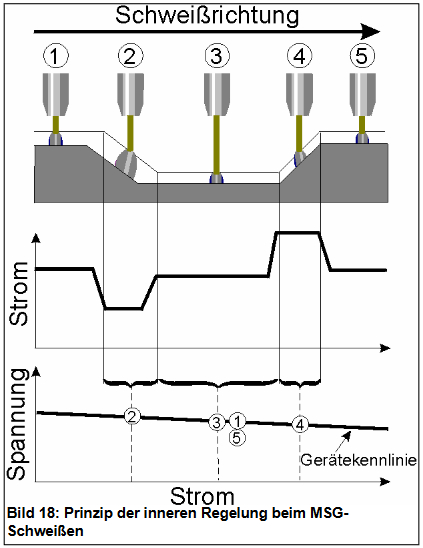
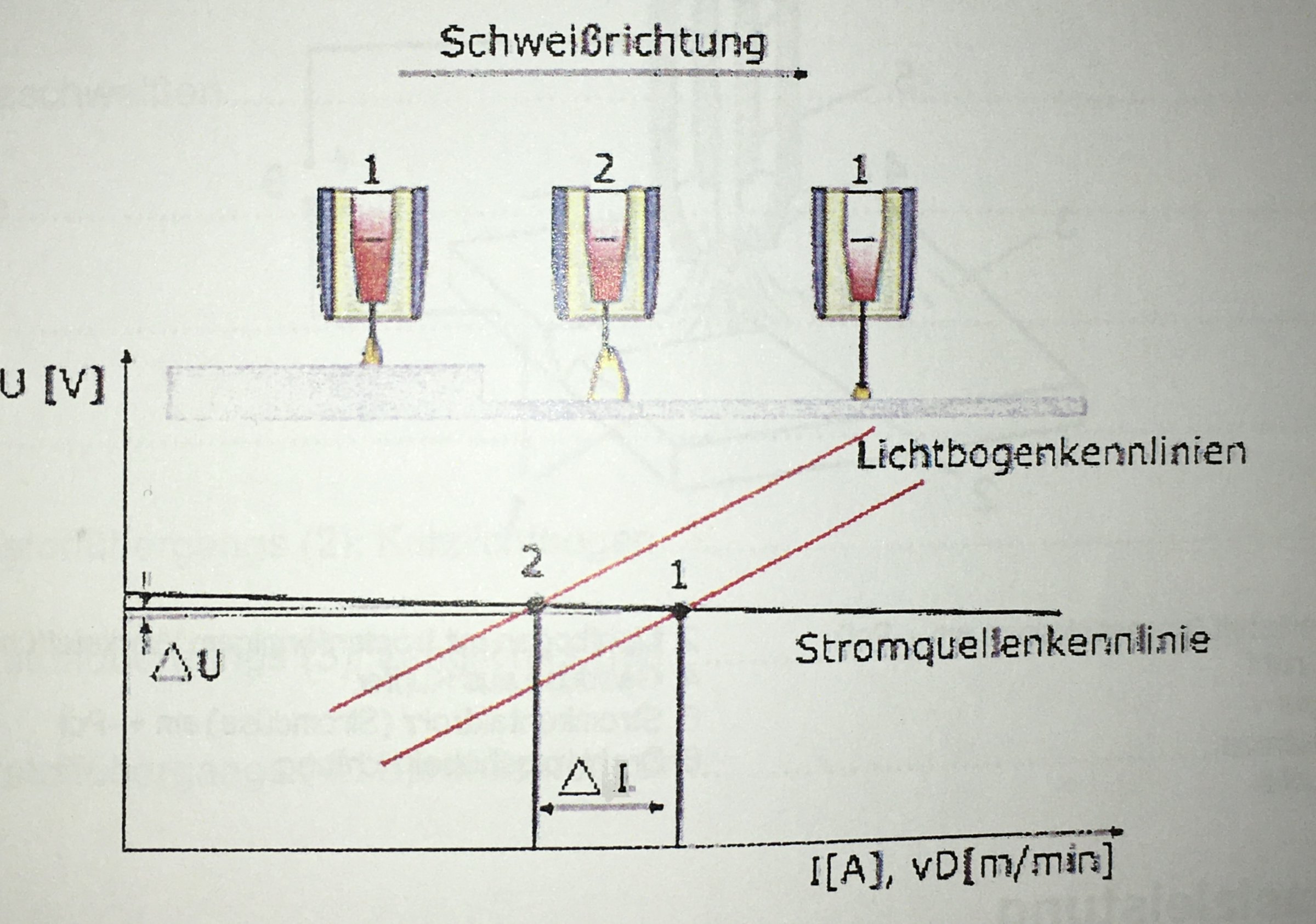
Das größte Opfer des Corona-Virus ist die Theorie einer humanoiden "Schwarmintelligenz".https://www.der-postillon.com/2020/03/gesundheitssystem.html[url=https://www.der-postillon.com/2020/03/gesundheitssystem.html][/url]Das denkt ein Inder auch wenn er einen Europäer eine Kuh essen sieht, und so denken Muslime über uns beim Thema Schweinefleisch. ...und dass durch den Verzehr dieser "komischen", wenngleich für Europäer "normalen" Tiere noch keine Epidemien oder Pandemien ausgelöst wurden ist in Anbetracht der Vielzahl von Lebensmittelskandalen wohl eher ein glücklicher Zufall. ...aber das wird sich dann durch Multiresistente Keime, die derzeit dadurch gedeihen dass Reserveantibiotika weiter an Masttiere verfüttert werden, in nicht allzuferner Zukunft auch erledigen.MAG - Schweißstromquellen haben im Arbeitsbereich eine spannungsstabile Kennlinie. Das bedeutet, dass Variationen des Widerstandes (durch unterschiedliche Draht- und/oder Lichtbogenlängen) sich kaum auf die Spannung und relativ stark auf den Strom auswirken. Die Auswirkung der herausstehenden Drahtlänge auf die Zündeigenschaften ist vernachlässigbar, solange die Grundparameter (Strom/Spannung) zueinander passen und die freie Drahtlänge noch innerhalb der Schutzgasglocke liegt, denn das Schutzgas beeinflusst u.a. auch die elektrischen Eigenschaften des Lichtbogens: Meinen Beitrag #63 muss ich vielleicht noch ergänzen. ...glaube das hab' ich doof formuliert: Was ich im oben zitierten Absatz beschreibe (das ständig sich wiederholende Aufsetzen des Drahtes, der Kurzschluss, etc.) und was auch im ersten Video (Kurzlichtbogen) sichtbar ist, ist kein "schlechter" Effekt einer eventuell billigen Schweißstromquelle sondern im unteren Schweißstrom-Bereich durchaus richtig und kontrolliert so eingesetzt. Das nennt sich "Kurzlichtbogen" und wird genau so gewollt verwendet. Allerdings trennt sich in diesem Kennlinienbereich bei Schweißgeräten auch gerne mal die qualitiative Spreu vom Weizen... Das MIG-Löten (worum es zuvor ja ging) ist im Kurzlichtboren noch schwieriger als MAG-Schweißen im Kurzlichtbogen, weswegen sich hierfür Puls-Schweißparameter empfehlen.
 https://www.rundfunkbeitrag.de/buergerinnen_und_buerger/informationen/empfaenger_von_sozialleistungen/index_ger.html?highlight=Härtefall härtefall#befreiung_von_der_rundfunkbeitragspflicht__ausnahmenSelbstredend finde ich mich damit ab, dass andere Menschen andere Meinungen haben. Aber als logische Folge der Meinungsfreiheit werden Menschen wie Du sich fürderhin damit abfinden müssen, dass sich Menschen wie ich sich über einzelne Meinungen anderer Menschen lustig machen werden. ...insbesondere dann, wenn sich wieder mal offenbart, dass die dargebotene Empörung nur ihrer selbst huldigt. ...Demokratie - finde Dich damit ab.Ja, aber schließlich geht's doch um 0,86€ im Monat!! Danke-Merkel-das-wird-man-doch-wohl-noch-sagen-dürfen-aber-nein-man-wird-gleich-wieder-in-die-Ecke-gestellt-in-der-ich-schon-jahrelang-wohne-ohne-es-zu-merken!!!!11!!!!!1!11!!!:argh: ...P.S.: Ich liebe diese "Wutbürger-in-freier-Wildbahn"-Threads!!Naja, jeden der einer Totalüberwachung kritisch gegenüber steht unter Generalverdacht zu stellen ist ja auch nichts Neues... ...ich vergaß...: Das kann er ja dank seiner I-Listen-Filterblase garnicht lesen... ...na dann nicht...Also ich kenne jetzt für den MB15 nur die Variante mit M6-Rechstgewinde auf der Stromdüsenseite, und M8x1-Linksgewinde auf der Brennerhalsseite: Das ist bei den Abicor-Brennern der Fall die für viele Hersteller einen gewissen Standard prägen. ...muss aber nichts heißen. Bei den Brennern und dessen Verschleißteilen gibt es zwar, wie gesagt einen gewissen Konsens, aber auch ein paar Hersteller die individuelle Wege gehen. Auch schweiße ich in erster Linie WIG und kenne bei MIG/MAG sicherlich nicht alle hardwareseitigen Stilblüten. Nochmal zu dem Unterschied der Grüntöne: Heute habe ich mal dran gedacht im Flaschenlager ein Bild zu machen. Im Direktvergleich wird's am einfachsten ersichtlich. ...wenn man's dann mal gesehen hat kann man's später auch ohne Direktvergleich recht gut auf den ersten Blick unterscheiden:
https://www.rundfunkbeitrag.de/buergerinnen_und_buerger/informationen/empfaenger_von_sozialleistungen/index_ger.html?highlight=Härtefall härtefall#befreiung_von_der_rundfunkbeitragspflicht__ausnahmenSelbstredend finde ich mich damit ab, dass andere Menschen andere Meinungen haben. Aber als logische Folge der Meinungsfreiheit werden Menschen wie Du sich fürderhin damit abfinden müssen, dass sich Menschen wie ich sich über einzelne Meinungen anderer Menschen lustig machen werden. ...insbesondere dann, wenn sich wieder mal offenbart, dass die dargebotene Empörung nur ihrer selbst huldigt. ...Demokratie - finde Dich damit ab.Ja, aber schließlich geht's doch um 0,86€ im Monat!! Danke-Merkel-das-wird-man-doch-wohl-noch-sagen-dürfen-aber-nein-man-wird-gleich-wieder-in-die-Ecke-gestellt-in-der-ich-schon-jahrelang-wohne-ohne-es-zu-merken!!!!11!!!!!1!11!!!:argh: ...P.S.: Ich liebe diese "Wutbürger-in-freier-Wildbahn"-Threads!!Naja, jeden der einer Totalüberwachung kritisch gegenüber steht unter Generalverdacht zu stellen ist ja auch nichts Neues... ...ich vergaß...: Das kann er ja dank seiner I-Listen-Filterblase garnicht lesen... ...na dann nicht...Also ich kenne jetzt für den MB15 nur die Variante mit M6-Rechstgewinde auf der Stromdüsenseite, und M8x1-Linksgewinde auf der Brennerhalsseite: Das ist bei den Abicor-Brennern der Fall die für viele Hersteller einen gewissen Standard prägen. ...muss aber nichts heißen. Bei den Brennern und dessen Verschleißteilen gibt es zwar, wie gesagt einen gewissen Konsens, aber auch ein paar Hersteller die individuelle Wege gehen. Auch schweiße ich in erster Linie WIG und kenne bei MIG/MAG sicherlich nicht alle hardwareseitigen Stilblüten. Nochmal zu dem Unterschied der Grüntöne: Heute habe ich mal dran gedacht im Flaschenlager ein Bild zu machen. Im Direktvergleich wird's am einfachsten ersichtlich. ...wenn man's dann mal gesehen hat kann man's später auch ohne Direktvergleich recht gut auf den ersten Blick unterscheiden: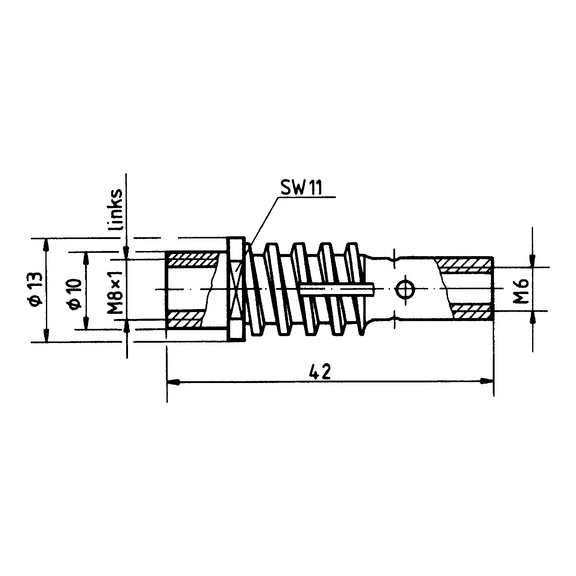
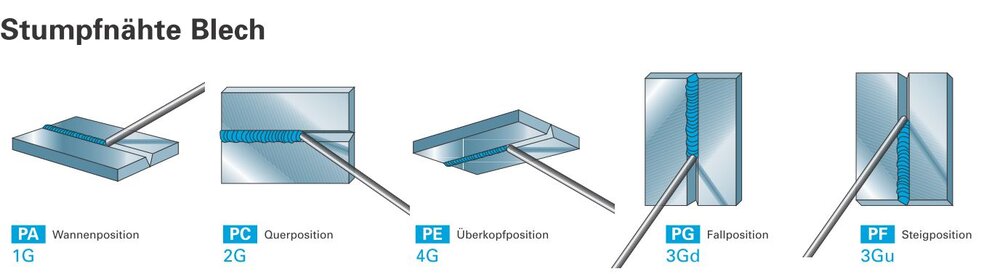
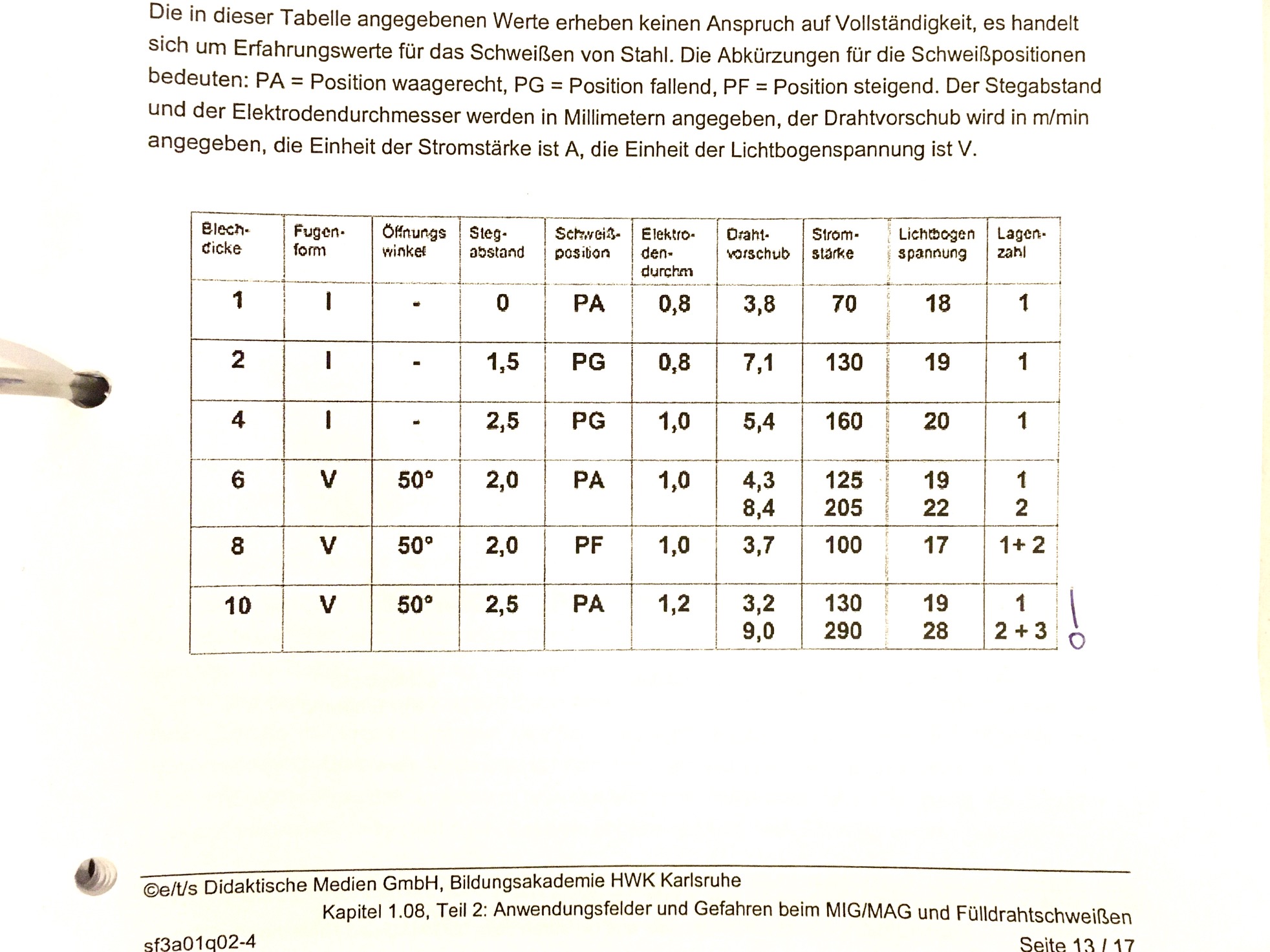
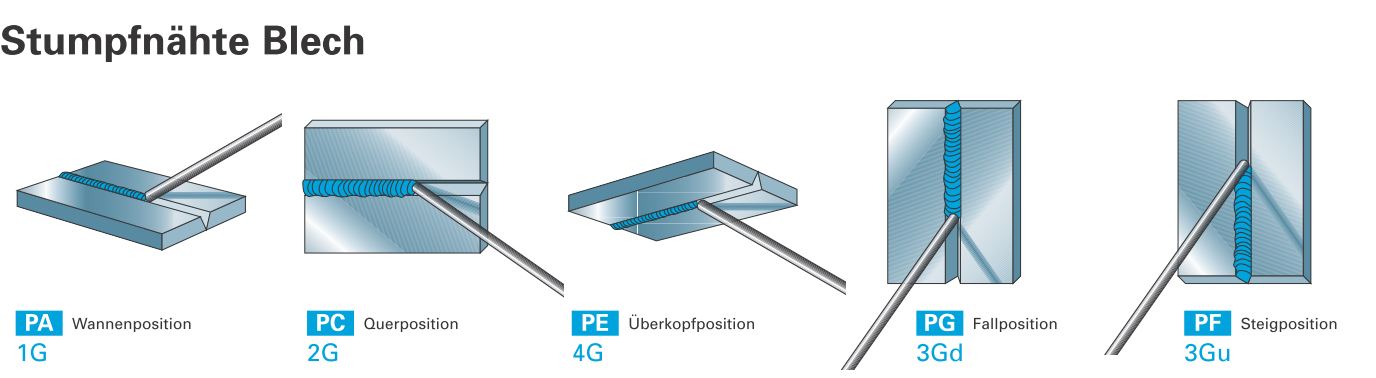
 Der Stufenschalter regelt immer die Spannung. Der Strom wird gekoppelt mit dem Drahtvorschub geregelt. ....alles anderslautende bitte streichen und ignorieren! Leider kursieren hierzu widersprüchliche "Anleitungen" im Netz, und ich erinnere mich auch mal an einen katastrophalen Artikel in der OldtimerMarkt zum Schweißen, in dem das auch falsch beschrieben wurde. P.S.: Zur Erklärung: Die Sekundärwicklung des Trafos hat mehrere Abgriffe, welche man mit dem Stufenschalter auswählen und dadurch die jeweilige Spannung einstellen kann....was dafür spricht, dass Spannung und/oder Vorschub zu hoch sind. Hast Du die Werte eigentlich selbst eingestellt, oder ergeben diese Sich aus einer Voreinstellung am Gerät? Das der Draht in den Luftspalt ins Leere läuft sollte natürlich auch nicht passieren. Da müsstest Du an einer Blechseite zünden und den Punkt zum anderen Blech "herüberziehen" (muss man üben!!). Wie in #25 erwähnt nur sehr bedingt bzw. nicht wirklich, da dickerer Draht auch mit angepassten und entsprechend funktionierenden Parametern auch mehr Strom/Spannung bedeuten. Das kann man bei MAG halt nicht mit Autogen oder WIG vergleichen, wo man den Draht völlig unabhängig von der Wärmeeinbringung zuführen kann (was in meinen Augen ein enormer Vorteil von WIG gegenüber MIG/MAG ist!). Auf jeden Fall! Ausprobieren ist immer gut. Beim Schweißen kommt es auch viel auf persönliche Präferenzen an, und innerhalb von gewissen Rahmenbedingungen führen dann viele Wege nach Rom...Okay, ich fang' mal mit dem praxisseitigen Fazit an: Mit 0,8mm Draht bist Du bei den KFZ-üblichen Blechstärken (~0,8mm bis ~2mm) auf der richtigen Seite. Bei MIG/MAG ist ja der Zusatzwerkstoff (also der Schweißdraht) auch gleichzeitig die Schweißelektrode. Und je höher der Schweißstrom, desto dicker muss die Elektrode sein (siehe auch in der Tabelle in #23). Das ist hier recht starr miteinander gekoppelt, da Strom/Spannung hier auch darüber entscheiden wieviel Menge Schweißzusatz abschmelzen. Bei dünnerem Draht ist die gleiche Menge ein längeres Stück. ...wenn man bei gleicher Lichtbogen-Leistung mit dünnerem Draht schweißt muss in gleicher Zeit mehr Draht pro Minute nachgeschoben werden. ...da aber der Drahtvorschub an die Stromstärke gekoppelt ist, hat im Grunde jeder Einstellungsbereich auch seinen vorgegebenen Drahtdurchmesser. ...Mit dünnen Drähten kann man nur geringe Lichtbogen-Leistungen und dünne Materialstärken schweißen, mit dicken Drähten nur große Leistungen und dicke Wandstärken... ...da spielen noch ein paar zusätzliche Effekte mit rein (dynamische Widerstände durch unterschiedlich lange Elektroden-Enden, Dynamische Spannungen im Kurzlichtbogen durch unterschiedlich lang abschmelzende Drahtenden, andere Tropfenbildung, unterschiedliche Schmelzbadkühlung, etc., etc...) aber das ist hier nicht wirklich entscheidend und verwirrt nur... 0,8mm Blechstärke ist vielleicht ein Übergangsbereich welcher sich plausibel sowohl mit 0,6mm-Draht als auch mit 0,8mm-Draht verschweißen lässt, aber... 0,8mm Draht bekommt man an jeder Ecke, 0,6er wird schon schwieriger. Die allermeisten Geräte haben (ab Werk) Vorschubwalzen für 0,8mm und 1,0mm. ...0,6mm kann klappen (steht auch gerne mal dran dass 0,6er Draht verwendet werden kann, da rutscht aber im wahren Leben dünner Draht eher mal durch). Standard-Brenner haben Teflonseelen für 0,8/1,0mm Draht. Muss für 0,6er-Draht auch getauscht werden. Gleiches gilt für die Stromkontaktdüse (kostet alles nur 'n paar Cent, muss man aber halt erstmal kaufen und umrüsten). ...und wenn überhaupt hat man bei 0,8mm Blechstärke einen leichten Vorteil, weil man geringere Leistungen fahren kann, für >0,8mm Blechstärke ist der Draht zu dünn, und so richtig bringt der 0,6er-Draht erst was bei noch dünneren Wandstärken, oder irgendwelchen speziellen Geometrien. ...finde ich jedenfalls...Also grundsätzlich: Wenn Löcher entstehen ist die Wärmeeinbringung zu groß und/oder die Wärmeableitung zu ungleichmäßig. ...was heißt das konkret? Die Wärmeeinbringung regeslt Du über die Spannung und den Strom bzw. Drahtvorschub. Letzteres regeln fast alle MIG/MAG Geräte (und Deins wohl auch) gekoppelt. Also wenn Du den Drahtvorschub erhöhst, erhöhst Du auch den Schweißstrom. Die Spannung (welche letztendlich die Lichtbogenlänge bestimmt) muss in einem gewissen Einklang mit dem Drahtvorschub stehen. (...und wenn dieses Verhältnis stimmt klingt es wie das von [mention=643]jo.gi[/mention] erwähnte Schnitzel) Deine Werte (Vorschub 5 m/min, Spannung 19 V) sehen zueinander einigermaßen stimmig aus (Spannung vielleicht etwas hoch, aber das ist auch immer etwas vom jeweiligen Gerät abhängig). Insgesamt sind die Werte für 1mm Stahlblechstärke aber etwas zu hoch (das wären eher Werte für 1,5mm bis 2mm). Zuviel Strom & Spannung = zuviel Wärmeeinbringung = Löcher. Der nächste Punkt wären die von Dir angesprochene Luft zwischen den Blechen, wo wir bei der Wärmeableitung wären: Bei Blechen die dünner als 2mm würde ich niemals (bewusst) Luft zwischen den Blechen lassen! (...das ist in dem Video in #20 in meinen Augen schlecht rübergebracht, wobei dort im Großen und Ganzen recht gut erklärt wird.). Bei dünnen Blechen sollten im I-Stoß nach Möglichkeit immer beide Bleche direkt aneinander liegen, damit die Wärme möglichst gleichmäßig in beide Bleche abfließen kann. ...ansonsten geht die Wärme zu konzentriert in eines der beiden Bleche und ein Loch entsteht. (...wenn auch ohne Luft ein Loch gleichmäßig in beiden Blechen entsteht --> zu große Wärmeeinbringung!) Bei "dickeren" Blechen (>2mm) lässt man gerne bewusst Luft zwischen den Flanken um die Wärmeeinbringung von der Blechoberfläche hin zu den (dann offenliegenden) Blechflanken zu verschieben, um die Durchschweißung zu vereinfachen. ...ab 6mm Blechstärke werden zusätzlich die Flanken angefast. Man hat aber natürlich auch immer mal gerne ungewollt etwas Luft zwischen den Blechen (...wo wir dann wieder bei der Nahtvorbereitung wären, die ja in dem Video auch zurecht hervorgehoben wird). ...aber man kann sich auch noch so viel Mühe dabei geben, irgendwo ist dann immer mal etwas Luft. ...da sollte man dann mit tendentiell weniger Spannung & Vorschub heran gehen. ...und mit der Zeit entwickelt man ein Gefühl dafür wie man Spalte überbrücken kann. ...das lässt sich leider schlecht pauschal erklären, das muss man leider einfach üben... ...hier mal ein paar grobe Richtwerte, welche Du an Deinem Gerät aber sicherlich noch feintunen musst: Spiele beim "rumprobieren" auch mal mit leicht veränderten Winkeln in der Brennerhaltung. 5° bis 10° mehr oder weniger können dort manchmal entscheidende Unterschiede bewirken... P.S.: mit den Schweißpositionen (PA, PF, PG) in der Tabelle ist folgendes gemeint:
Der Stufenschalter regelt immer die Spannung. Der Strom wird gekoppelt mit dem Drahtvorschub geregelt. ....alles anderslautende bitte streichen und ignorieren! Leider kursieren hierzu widersprüchliche "Anleitungen" im Netz, und ich erinnere mich auch mal an einen katastrophalen Artikel in der OldtimerMarkt zum Schweißen, in dem das auch falsch beschrieben wurde. P.S.: Zur Erklärung: Die Sekundärwicklung des Trafos hat mehrere Abgriffe, welche man mit dem Stufenschalter auswählen und dadurch die jeweilige Spannung einstellen kann....was dafür spricht, dass Spannung und/oder Vorschub zu hoch sind. Hast Du die Werte eigentlich selbst eingestellt, oder ergeben diese Sich aus einer Voreinstellung am Gerät? Das der Draht in den Luftspalt ins Leere läuft sollte natürlich auch nicht passieren. Da müsstest Du an einer Blechseite zünden und den Punkt zum anderen Blech "herüberziehen" (muss man üben!!). Wie in #25 erwähnt nur sehr bedingt bzw. nicht wirklich, da dickerer Draht auch mit angepassten und entsprechend funktionierenden Parametern auch mehr Strom/Spannung bedeuten. Das kann man bei MAG halt nicht mit Autogen oder WIG vergleichen, wo man den Draht völlig unabhängig von der Wärmeeinbringung zuführen kann (was in meinen Augen ein enormer Vorteil von WIG gegenüber MIG/MAG ist!). Auf jeden Fall! Ausprobieren ist immer gut. Beim Schweißen kommt es auch viel auf persönliche Präferenzen an, und innerhalb von gewissen Rahmenbedingungen führen dann viele Wege nach Rom...Okay, ich fang' mal mit dem praxisseitigen Fazit an: Mit 0,8mm Draht bist Du bei den KFZ-üblichen Blechstärken (~0,8mm bis ~2mm) auf der richtigen Seite. Bei MIG/MAG ist ja der Zusatzwerkstoff (also der Schweißdraht) auch gleichzeitig die Schweißelektrode. Und je höher der Schweißstrom, desto dicker muss die Elektrode sein (siehe auch in der Tabelle in #23). Das ist hier recht starr miteinander gekoppelt, da Strom/Spannung hier auch darüber entscheiden wieviel Menge Schweißzusatz abschmelzen. Bei dünnerem Draht ist die gleiche Menge ein längeres Stück. ...wenn man bei gleicher Lichtbogen-Leistung mit dünnerem Draht schweißt muss in gleicher Zeit mehr Draht pro Minute nachgeschoben werden. ...da aber der Drahtvorschub an die Stromstärke gekoppelt ist, hat im Grunde jeder Einstellungsbereich auch seinen vorgegebenen Drahtdurchmesser. ...Mit dünnen Drähten kann man nur geringe Lichtbogen-Leistungen und dünne Materialstärken schweißen, mit dicken Drähten nur große Leistungen und dicke Wandstärken... ...da spielen noch ein paar zusätzliche Effekte mit rein (dynamische Widerstände durch unterschiedlich lange Elektroden-Enden, Dynamische Spannungen im Kurzlichtbogen durch unterschiedlich lang abschmelzende Drahtenden, andere Tropfenbildung, unterschiedliche Schmelzbadkühlung, etc., etc...) aber das ist hier nicht wirklich entscheidend und verwirrt nur... 0,8mm Blechstärke ist vielleicht ein Übergangsbereich welcher sich plausibel sowohl mit 0,6mm-Draht als auch mit 0,8mm-Draht verschweißen lässt, aber... 0,8mm Draht bekommt man an jeder Ecke, 0,6er wird schon schwieriger. Die allermeisten Geräte haben (ab Werk) Vorschubwalzen für 0,8mm und 1,0mm. ...0,6mm kann klappen (steht auch gerne mal dran dass 0,6er Draht verwendet werden kann, da rutscht aber im wahren Leben dünner Draht eher mal durch). Standard-Brenner haben Teflonseelen für 0,8/1,0mm Draht. Muss für 0,6er-Draht auch getauscht werden. Gleiches gilt für die Stromkontaktdüse (kostet alles nur 'n paar Cent, muss man aber halt erstmal kaufen und umrüsten). ...und wenn überhaupt hat man bei 0,8mm Blechstärke einen leichten Vorteil, weil man geringere Leistungen fahren kann, für >0,8mm Blechstärke ist der Draht zu dünn, und so richtig bringt der 0,6er-Draht erst was bei noch dünneren Wandstärken, oder irgendwelchen speziellen Geometrien. ...finde ich jedenfalls...Also grundsätzlich: Wenn Löcher entstehen ist die Wärmeeinbringung zu groß und/oder die Wärmeableitung zu ungleichmäßig. ...was heißt das konkret? Die Wärmeeinbringung regeslt Du über die Spannung und den Strom bzw. Drahtvorschub. Letzteres regeln fast alle MIG/MAG Geräte (und Deins wohl auch) gekoppelt. Also wenn Du den Drahtvorschub erhöhst, erhöhst Du auch den Schweißstrom. Die Spannung (welche letztendlich die Lichtbogenlänge bestimmt) muss in einem gewissen Einklang mit dem Drahtvorschub stehen. (...und wenn dieses Verhältnis stimmt klingt es wie das von [mention=643]jo.gi[/mention] erwähnte Schnitzel) Deine Werte (Vorschub 5 m/min, Spannung 19 V) sehen zueinander einigermaßen stimmig aus (Spannung vielleicht etwas hoch, aber das ist auch immer etwas vom jeweiligen Gerät abhängig). Insgesamt sind die Werte für 1mm Stahlblechstärke aber etwas zu hoch (das wären eher Werte für 1,5mm bis 2mm). Zuviel Strom & Spannung = zuviel Wärmeeinbringung = Löcher. Der nächste Punkt wären die von Dir angesprochene Luft zwischen den Blechen, wo wir bei der Wärmeableitung wären: Bei Blechen die dünner als 2mm würde ich niemals (bewusst) Luft zwischen den Blechen lassen! (...das ist in dem Video in #20 in meinen Augen schlecht rübergebracht, wobei dort im Großen und Ganzen recht gut erklärt wird.). Bei dünnen Blechen sollten im I-Stoß nach Möglichkeit immer beide Bleche direkt aneinander liegen, damit die Wärme möglichst gleichmäßig in beide Bleche abfließen kann. ...ansonsten geht die Wärme zu konzentriert in eines der beiden Bleche und ein Loch entsteht. (...wenn auch ohne Luft ein Loch gleichmäßig in beiden Blechen entsteht --> zu große Wärmeeinbringung!) Bei "dickeren" Blechen (>2mm) lässt man gerne bewusst Luft zwischen den Flanken um die Wärmeeinbringung von der Blechoberfläche hin zu den (dann offenliegenden) Blechflanken zu verschieben, um die Durchschweißung zu vereinfachen. ...ab 6mm Blechstärke werden zusätzlich die Flanken angefast. Man hat aber natürlich auch immer mal gerne ungewollt etwas Luft zwischen den Blechen (...wo wir dann wieder bei der Nahtvorbereitung wären, die ja in dem Video auch zurecht hervorgehoben wird). ...aber man kann sich auch noch so viel Mühe dabei geben, irgendwo ist dann immer mal etwas Luft. ...da sollte man dann mit tendentiell weniger Spannung & Vorschub heran gehen. ...und mit der Zeit entwickelt man ein Gefühl dafür wie man Spalte überbrücken kann. ...das lässt sich leider schlecht pauschal erklären, das muss man leider einfach üben... ...hier mal ein paar grobe Richtwerte, welche Du an Deinem Gerät aber sicherlich noch feintunen musst: Spiele beim "rumprobieren" auch mal mit leicht veränderten Winkeln in der Brennerhaltung. 5° bis 10° mehr oder weniger können dort manchmal entscheidende Unterschiede bewirken... P.S.: mit den Schweißpositionen (PA, PF, PG) in der Tabelle ist folgendes gemeint: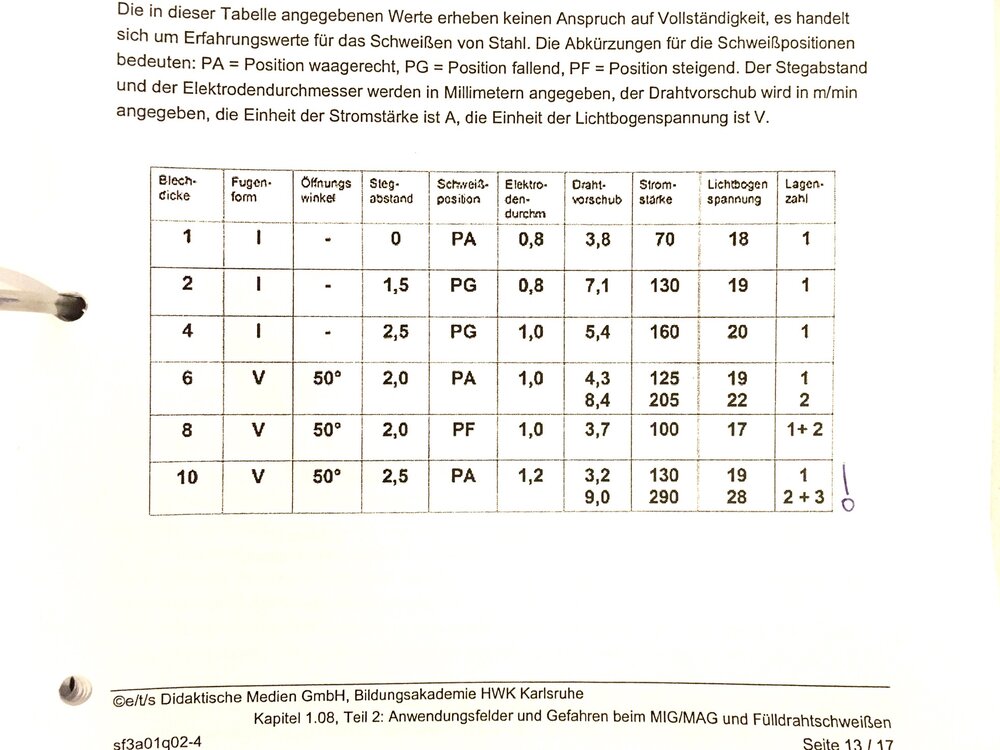
 Ja, das ist auch wirklich irritierend. Genau genommen bzw. chemisch gesehen ist auch die schweißtechnische Definition von "inert" richtig, und die transportlogistische (beim Gasflaschen-Farbcode) falsch. ...aber das begegnet einem leider häufig in den Farb-Tabellen. (...mir inzwischen so häufig, dass es mir in #7 beispielsweise garnicht mehr aufgefallen ist, sorry!) Das stimmt. Mich stört halt immer ein wenig bei den vorprogrammierten Einstellungen, dass sie von ihrer Benennung her einen falschen Eindruck vermitteln. Beispiel: Um ein 1mm Blech mit 0,8mm Draht schweißen willst, findet man am Ende raus dass die beste Einstellung bei (nur um was zu sagen) Blech=0,8mm und Draht=0,8mm ist. Beim Schweißgerät vom nächsten Hersteller ist dann die optimale Einstellung für das gleiche Ergebnis bei Blech=1,2mm und Draht=1.0mm. Ich finde, dass diese Einstellungen dann am ende mehr verwirren als helfen. ...Aber es verkauft sich halt toll wenn man im Showroom sagen kann "Schau' her! Hier musst Du nur Material, Blechstärke und Drahtdurchmesser einstellen, den Rest macht das Gerät selber! Ganz einfach!!" Am Ende muss man leider dann doch wieder rumprobieren, und sich die beste Einstellung merken...Die Bilder sind sehr klein, aber das sieht tendentiell für mich alles etwas stark durchgebrannt aus. ...wie andernorts schonmal erwähnt, ich hab' zu den einprogrammierten Voreinstellungen, bei denen man beispielsweise Drahtdurchmesser und Blechdicke eingibt, ein gespaltenes Verhältnis. Wenn man anfangs völlig desorientiert ist kann es ein netter Einstieg sein, aber am Ende kommt man nicht um eigene Einstellungen von Spannung und Strom/Drahtvorschub herum, wenn man ordentliche Ergebnise erzielen möchte. Ja, das ist leuchtend grün, und nein, es ist (schweißtechnisch) KEIN inertes Gas, und daher auch KEIN MIG-Schweißen! ...siehe mein Post #8Noch eine Ergänzung zu obiger Bezeichnung: Von einem externen Mitleser (schöne Grüße! ) erreichte mich die Frage, wie denn ein Mischgas mit 18% CO2 "inert" sein kann. ...und die Frage ist in der Tat berechtigt, denn schweißtechnisch zählt dieses Mischgas schließlich zu den "aktiven" Gasen. Das verwirrende hierbei sind folgende unterschiedliche Definitionen: Schweißtechnisch sind inerte Schutzgase alle Gase die keinen Einfluss auf die Schweißmetallurgie (z.B.: oxidierend oder reduzierend) nehmen. Das sind letztendlich alle Schutzgase welche frei von H2, O2 und CO2 sind. Schweißtechnisch relevante Inertgase sind Argon, Helium und dessen Mischungen. Alle anderen relevanten Mischgase zählen zu Aktivgasen bzw. Sondermischungen. Geregelt ist das in der DIN EN ISO 14175. Bei der Unterscheidung der Gasflaschenfarben zählt allerdings nicht die schweißtechnische Einteilung (es gibt ja auch technische Gase abseits der Schweißtechnik) sondern die Einteilung nach deren Gefahrenpotential (EN 1089-3). Da wird unterschieden zwischen giftig/ätzend, brennbar, brandfördernd, und inert. ...und in dieser Einteilung zählt beispielsweise auch Argon/CO2 82/18, oder sogar Druckluft als inert. ...klingt komisch, is' aber so!Wenn Du die Skala am Druckminderer meinst, dann steht der für Dich relevante Wert bei "ArCo". Das ist das erwähnte Ar/CO2 - Mischgas mit 18% CO2. Auf der (hellgrünen) Flaschenschulter findest Du dazu auch einen Aufkleber. ...nebenbei gibt es zwei unterschiedliche Grüntöne bei den Gasflaschen. Dunkelgrün = Reines Argon, hellgrün = inertes (Misch-)Gas (click)
Ja, das ist auch wirklich irritierend. Genau genommen bzw. chemisch gesehen ist auch die schweißtechnische Definition von "inert" richtig, und die transportlogistische (beim Gasflaschen-Farbcode) falsch. ...aber das begegnet einem leider häufig in den Farb-Tabellen. (...mir inzwischen so häufig, dass es mir in #7 beispielsweise garnicht mehr aufgefallen ist, sorry!) Das stimmt. Mich stört halt immer ein wenig bei den vorprogrammierten Einstellungen, dass sie von ihrer Benennung her einen falschen Eindruck vermitteln. Beispiel: Um ein 1mm Blech mit 0,8mm Draht schweißen willst, findet man am Ende raus dass die beste Einstellung bei (nur um was zu sagen) Blech=0,8mm und Draht=0,8mm ist. Beim Schweißgerät vom nächsten Hersteller ist dann die optimale Einstellung für das gleiche Ergebnis bei Blech=1,2mm und Draht=1.0mm. Ich finde, dass diese Einstellungen dann am ende mehr verwirren als helfen. ...Aber es verkauft sich halt toll wenn man im Showroom sagen kann "Schau' her! Hier musst Du nur Material, Blechstärke und Drahtdurchmesser einstellen, den Rest macht das Gerät selber! Ganz einfach!!" Am Ende muss man leider dann doch wieder rumprobieren, und sich die beste Einstellung merken...Die Bilder sind sehr klein, aber das sieht tendentiell für mich alles etwas stark durchgebrannt aus. ...wie andernorts schonmal erwähnt, ich hab' zu den einprogrammierten Voreinstellungen, bei denen man beispielsweise Drahtdurchmesser und Blechdicke eingibt, ein gespaltenes Verhältnis. Wenn man anfangs völlig desorientiert ist kann es ein netter Einstieg sein, aber am Ende kommt man nicht um eigene Einstellungen von Spannung und Strom/Drahtvorschub herum, wenn man ordentliche Ergebnise erzielen möchte. Ja, das ist leuchtend grün, und nein, es ist (schweißtechnisch) KEIN inertes Gas, und daher auch KEIN MIG-Schweißen! ...siehe mein Post #8Noch eine Ergänzung zu obiger Bezeichnung: Von einem externen Mitleser (schöne Grüße! ) erreichte mich die Frage, wie denn ein Mischgas mit 18% CO2 "inert" sein kann. ...und die Frage ist in der Tat berechtigt, denn schweißtechnisch zählt dieses Mischgas schließlich zu den "aktiven" Gasen. Das verwirrende hierbei sind folgende unterschiedliche Definitionen: Schweißtechnisch sind inerte Schutzgase alle Gase die keinen Einfluss auf die Schweißmetallurgie (z.B.: oxidierend oder reduzierend) nehmen. Das sind letztendlich alle Schutzgase welche frei von H2, O2 und CO2 sind. Schweißtechnisch relevante Inertgase sind Argon, Helium und dessen Mischungen. Alle anderen relevanten Mischgase zählen zu Aktivgasen bzw. Sondermischungen. Geregelt ist das in der DIN EN ISO 14175. Bei der Unterscheidung der Gasflaschenfarben zählt allerdings nicht die schweißtechnische Einteilung (es gibt ja auch technische Gase abseits der Schweißtechnik) sondern die Einteilung nach deren Gefahrenpotential (EN 1089-3). Da wird unterschieden zwischen giftig/ätzend, brennbar, brandfördernd, und inert. ...und in dieser Einteilung zählt beispielsweise auch Argon/CO2 82/18, oder sogar Druckluft als inert. ...klingt komisch, is' aber so!Wenn Du die Skala am Druckminderer meinst, dann steht der für Dich relevante Wert bei "ArCo". Das ist das erwähnte Ar/CO2 - Mischgas mit 18% CO2. Auf der (hellgrünen) Flaschenschulter findest Du dazu auch einen Aufkleber. ...nebenbei gibt es zwei unterschiedliche Grüntöne bei den Gasflaschen. Dunkelgrün = Reines Argon, hellgrün = inertes (Misch-)Gas (click) ...Das Verfahren heißt MAG. Das ganze wurde mit an Sicherheit grenzender Wahrscheinlichkeit mit einem Schutzgas aus 82%* Argon und 18%* CO2 gemacht. Das Gas nennt sich dann "CORGON 18", "SAGOX18", "ATAL", oder sonstwie. ...je nach Anbieter. Beim Zusatzwerkstoff dürfte es sich um G3Si1 (nach alter DIN "SG2"), oder G4Si1 (früher "SG3") handeln. ...wird natürlich auch unter diversen Markenbezeichnungen vertrieben. *ideale Volumenanteile bzw. Stoffmengenanteile
...Das Verfahren heißt MAG. Das ganze wurde mit an Sicherheit grenzender Wahrscheinlichkeit mit einem Schutzgas aus 82%* Argon und 18%* CO2 gemacht. Das Gas nennt sich dann "CORGON 18", "SAGOX18", "ATAL", oder sonstwie. ...je nach Anbieter. Beim Zusatzwerkstoff dürfte es sich um G3Si1 (nach alter DIN "SG2"), oder G4Si1 (früher "SG3") handeln. ...wird natürlich auch unter diversen Markenbezeichnungen vertrieben. *ideale Volumenanteile bzw. Stoffmengenanteile



Wichtige Informationen
Wir haben Cookies auf deinem Gerät gespeichert, um diese Website zu verbessern. Du kannst deine Cookie-Einstellungen anpassen, andernfalls gehen wir davon aus, dass du mit der Verwendung von Cookies einverstanden bist.